



Победный танец

Бог жизнь даёт тебе, чтоб побеждать!
Движенье, ритм, мелодия, шаги…
Упал? Вставай и начинай опять!
Не жди к тебе протянутой руки.
Марина Хотько
Впервые с 3Д печатью я познакомился в конце прошлого века. Тогда это называлось стереолитографией, оборудование по размерам и стоимости было сопоставимо с многокоординатными фрезерными станками, занимало приличных размеров помещение, а цена изготовления нужных мне деталей получалась в несколько раз больше чем при традиционных методах. В целом, было очень интересно, но для моих задач не подходило.
В 2015 году я открыл для себя возможности FDM/FFF 3Д принтеров, когда подбирал технологию для штучного и мелкосерийного изготовления приспособлений к ручному электроинструменту.
Иметь производство прямо на рабочем столе или в соседнем помещении, быстро и с небольшими затратами воплощать в материале свои идеи, выпускать небольшие серии с приемлемыми затратами – это то, чего мне всегда не хватало.
После изучения имеющихся на рынке предложений я решил делать свой 3Д принтер по мотивам популярной конструкции, и заказал на "Али" комплектующие. Довольно быстро собрал своего первого дельта-робота и, после устранения детских болезней, он заработал!
Первые восторги сменились первыми разочарованиями, особенно при печати более-менее сложных и точных деталей. Пытался обойти проблемы, изменяя конструкцию деталей, добавляя различные элементы, удаляемые после печати. Это помогало, но не всегда. Стало очевидно – для достижения цели, ради которой и занялся 3Д печатью, надо принтер усовершенствовать, заодно научить его комбинировать два материала в одной печати и работать с соплами диаметром от 0,2 мм до 1,0 мм.
Много часов наблюдал, как происходят срывы печати, искал причины, строил гипотезы, ставил эксперименты, пробовал различные варианты конструкции механизма подачи нити, термобарьера, термоблока, обдува детали. В конце концов пришлось переделать всё. Но результат того стоил, мой новый принтер заработал как надо. Ушли в прошлое проблемы расслоения, сдвига печатных слоёв и остановки подачи нити. Приятной неожиданностью оказалось заметное улучшение качества печати одним материалом на поддержках.
Этот эффект очень заинтересовал. Начал пробовать печатать модели, которые раньше и не мечтал. Но всё ещё оставались элементы, которые не удавалось стабильно печатать. Продолжил исследования и эксперименты, опять многое переделал. В конце концов получилось. Победный танец!
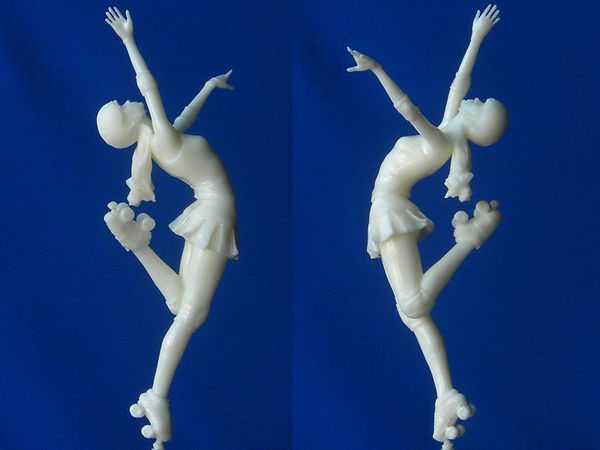
Результат печати:
Скорость печати по умолчанию 40 мм/с.
Скорость наружных периметров 20 мм/с.
Температура печати 240 градусов С.
Материал: АБС неокрашенный от #DASplast
Расход пластика 83 грамма.
Время печати 14 часов.


Фигурка сразу после удаления поддержек.
Поддержки были удалены за 20 минут. Видно, что повреждения поверхности незначительны и легко могут быть устранены при дальнейшей обработке.
Фигурка после шпаклёвки, шлифовки и полировки.
Для шпаклёвки и полировки применялся 10...20% раствор АБС в этилацетате.
Нагруженный узел соединения модели с подставкой усилен штифтом из жесткой стальной проволоки диаметром 1 мм. Для его установки, при печати, были выполнены каналы в модели и в подставке.
Конечный результат:
Модель: VictoryDance
Автор: 3DLadnik
3Д принтер: Лад-1.0
Сопло: 0,3 мм
Слой: 100 мкм
Высота фигурки: 212 мм
Высота фигурки с подставкой: 327 мм
